|
|
|
|
|
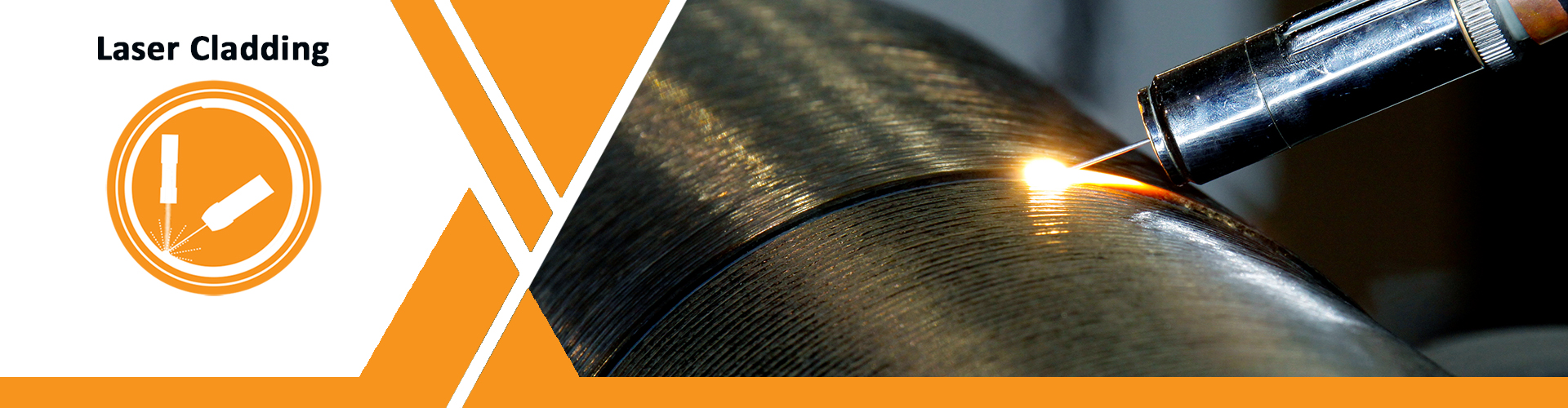
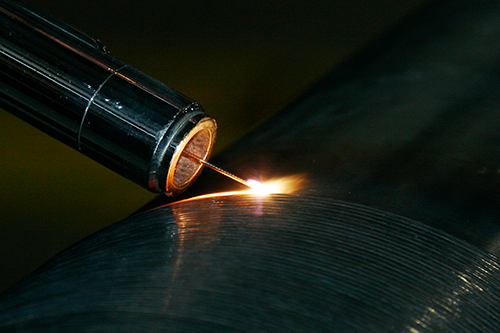
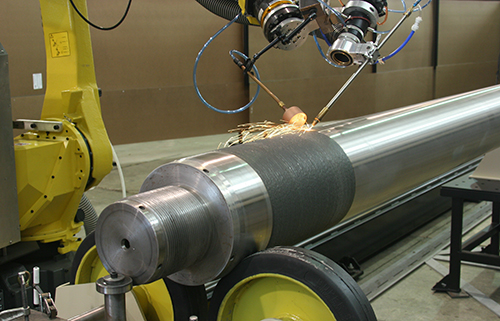
Alabama Laser provides laser cladding services, using lasers to deposit
a layer of material onto a substrate by way of powder or wire.
- Reburbish damaged parts to OEM specs
- Repair worn surfaces
- Provide enhanced corrosion / erosion resistance
Laser cladding provides minimal dilution and a small heat affected zone when compared to conventional welding.
Laser cladding uses a metallurgical bond between the base material and the substrate unlike a thermal spray process where the bond is mechanical. |
|
|
 |
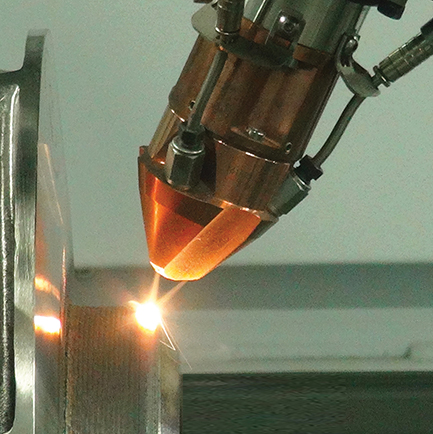
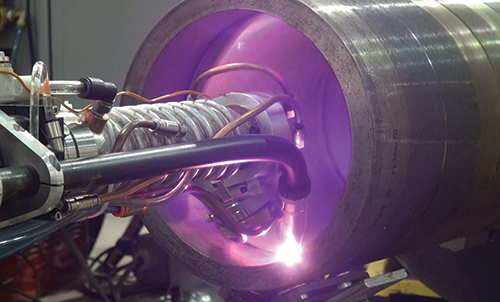
Hot Wire Laser Cladding
Alabama Laser’s Hot Wire Laser Cladding offers improved performance over conventional surface coating methods, including:
• No wasted filler material
• Production repeatability
• Stable production rates |
| |
|
|
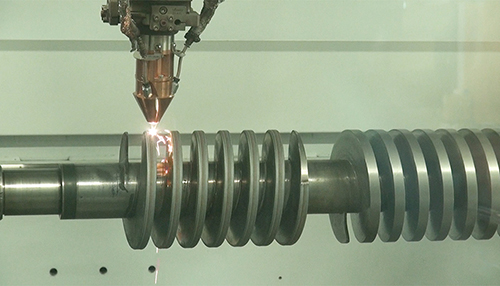
3D Laser Cladding Capabilities
with 5-Axis Laser Cladding System
Our 5-axis laser cladding system gives us the added capability of working with many different geometries. |

|
|
Code Stamp Certified
ASME Section VIII Division 1
 
S
Stamp & U Stamp
NBIC (National Board of Boilers
& Pressure Vessel Inspectors)

R Stamp |

Article in the
Laser Institute of America's
LIA Today
explaining
the fundamentals of
Laser Cladding

|
| |
|
|
Laser Cladding Cells for High Volume Production
Our multiple laser cladding cells allow us to clad shafts or tubes up to
60 feet.long and diameters from 1" up to 48".
We also have in-house blasting and grinding for pre-clad preparation as well as post-clad cleanup. |
 |
|
|
|
I.D. Laser Cladding
In addition to our capabilities of laser cladding the outside of a pipe, we are also able to laser clad inner dimensions using both powder and wire techniques. |
|
Die Repair / Die Modification using 5-Axis Laser Cladding
Alabama Laser uses laser cladding for die repair / die modification for both large and small dies. |
 |
|
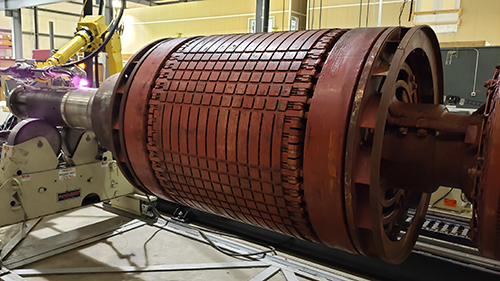 |
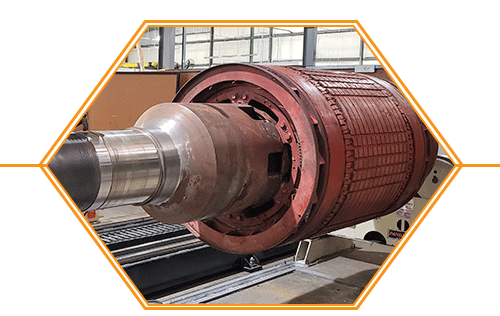
Electric Motor Repair using Laser Cladding
- Repairing electric motor shafts
- Repairing oversized or worn keyways
 |
|
Laser Cladding - Power Generation Industry
- Boiler Tubes
- Pump Components
- Pipe Slip Joints
- Agitator Blades
|
 |
|
 |
Laser Cladding - Oil & Gas Industry
- Hydraulic Shafts
- Downhole Tools
- Tool Joints
- Valve Seats
- Flanges
- Oil & Gas Pumps
|
| |
|